
Inspección por Ondas Guiadas (GWT): Una solución precisa para la detección de defectos
La inspección por ondas guiadas o GWT utiliza ondas de ultrasonido de baja frecuencia que se encuentran entre 20 y 150 kHz, en comparación con las frecuencias en MHz del ultrasonido convencional utilizado para medir espesores. Esto permite que el ultrasonido se emita lejos del collar y axialmente a lo largo de la tubería.
Cuando estas ondas encuentran un cambio en la sección transversal, la impedancia acústica de esa zona provoca un eco que regresa al collar, generando una indicación. Utilizando las soldaduras de un tubo para calibrar y comparar las amplitudes de otras señales, es posible indicar la gravedad de la corrosión detectada.
Compartir artículo
Además, utilizando otros métodos avanzados como la vista auxiliar C-scan y una focalización secundaria podemos dar la posición angular y la extensión de la discontinuidad.
Las frecuencias más bajas (20-50 KHz) se utilizan para el análisis de tuberías con alcances superiores a decenas de metros. Estos métodos y procedimientos de inspección están bien establecidos y respaldados por normas internacionales como la ISO 18211.
Reto
Explorar una solución de ultrasonido de largo alcance para rangos más cortos, como la inspección de bridas.
Solución
Una herramienta con una relación señal/ruido mejorada, con una mayor sensibilidad que permita detectar y posicionar las discontinuidades en un rango de barrido más corto.
Beneficios
La sensibilidad transferible a otros tamaños y materiales como solución potencial para considerar otros retos de inspección en un gran número de industrias.
Desafío
Inspección por Ondas Guiadas (GWT)
Esta aplicación explora el uso de ondas guiadas para pruebas de ultrasonido de medio alcance o MRUT (Medium Range Ultrasonic Testing), por sus siglas en inglés. Donde se emplean frecuencias superiores a 100 KHz. A estas frecuencias se mejora la resolución debido a la longitud de onda más corta. El collar permite una mejor relación señal/ruido, que aumenta la sensibilidad, haciendo posible la inspección en un rango más corto, por ejemplo el que existe de soldadura-soldadura, o de brida-brida donde comúnmente las longitudes son de hasta 15 metros dependiendo de las condiciones.
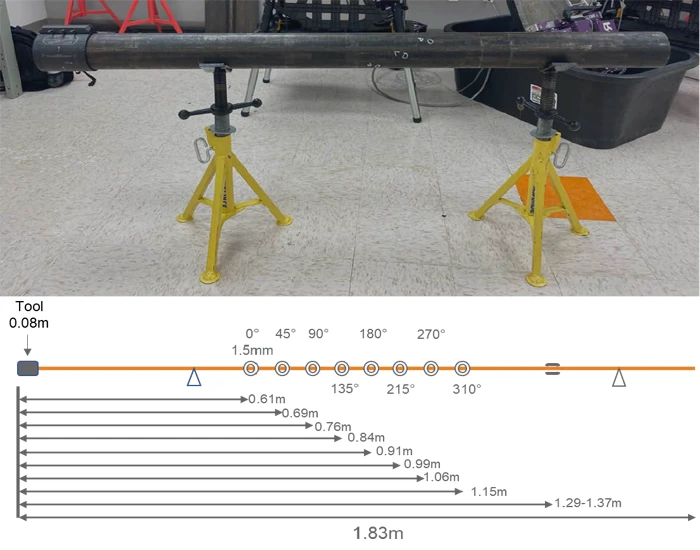
Un cliente proporcionó un tubo de calibración utilizado para pruebas en tubos ascendentes de perforación. El tubo tenía unas dimensiones de 114 mm de diámetro y un espesor de pared de 8.56 mm, con una longitud de 1.83 metros, además contaba con 8 barrenos de 1.5 mm con una inclinación de 45° y una separación de 76 mm entre sí, maquinados a lo largo del tubo. El bloque contaba también con una zona de pérdida de espesor de 1.5 mm con respecto al espesor nominal, con una extensión de 76 mm de largo, y que está posicionada en la circunferencia del bloque. Como se muestra en la figura 1.
En la figura 2 se muestra un primer plano de las discontinuidades incluidas en la tubería, el diámetro de los barrenos y la zona de pérdida de espesor.

Solución
El equipo de ondas guiadas Sonyks (figura 3) es el primer equipo en el mercado que utiliza métodos de transmisión de ultrasonido a través del fenómeno piezoeléctrico y magnetoestrictivo para generar ondas guiadas. Ambos métodos tienen sus pros y sus contras, siendo los transductores piezoeléctricos los más adecuados para la inspección de tuberías de mayor diámetro. En comparación los transductores magnetoestrictivos son óptimos para tuberías de pequeño diámetro y donde se requiere el uso de frecuencias más altas.
Para esta inspección por Ondas Guiadas GWT se utilizó la herramienta Magneto-tool de 128 kHz y 100 milímetros (4 pulgadas) ASME con el equipo Sonyks. A causa de la longitud de la tubería el collar se colocó en el extremo de modo que encuentre la zona muerta, facilitando así la interpretación de los datos.
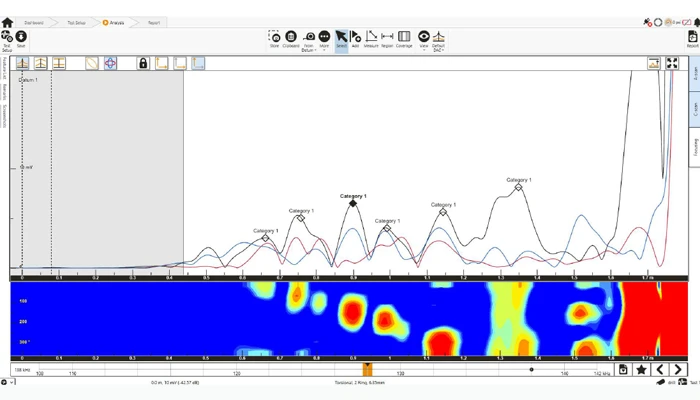
En campo, la longitud de los tubos suele ser mayor por eso el collar se situaría aproximadamente a un tercio de la longitud. Es posible inspeccionar hacia delante y hacia atrás. Debido a la nueva metodología de recopilación de datos, se utilizó una combinación de Full Matrix Capture (FMC) y broadband chirp. En la interpretación, la relación señal/ruido en esta muestra fue excelente, lo que permitió encontrar todas las discontinuidades del patrón.


La longitud del pulso de colección no era lo suficientemente pequeña para resolver los ocho barrenos individuales. La vista c-scan muestra seis manchas de color correspondientes a las ocho discontinuidades. Sin embargo, es evidente que estos seis puntos giran alrededor de la tubería en el mismo patrón y posición de los defectos de la tubería.
También se detectó el adelgazamiento de la sección transversal del tubo entre 1.29 y 1.37 metros desde el punto de referencia del extremo de la tubería. Esta zona es una banda en el C-scan que es totalmente circunferencial alrededor del tubo. Los datos se muestran en la figura 5.
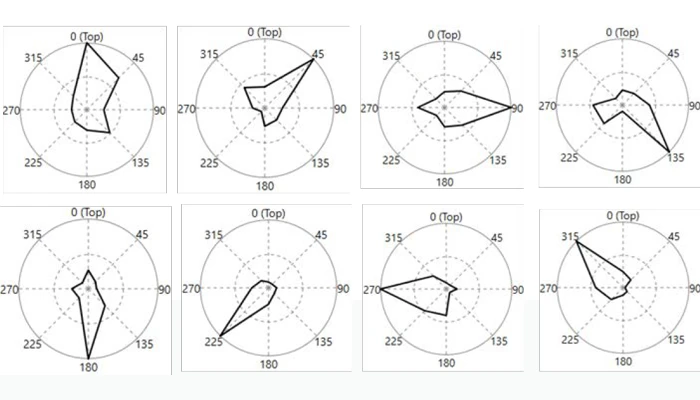
Se utilizó la focalización secundaria para ver si se podía obtener más información y mayor resolución de las discontinuidades, alterando la distancia focal de los datos fue posible observar cada una de ellas y trazar la ubicación de los ocho diferentes defectos alrededor de la tubería de 0° a 315°. Estos gráficos se muestran en la figura 6.
En este ejemplo la relación señal/ruido de la herramienta era buena y fue posible encontrar un orificio de 1.5 mm (1/16”) en un tubo de 114 milímetros (4.5”) de diámetro. Esto equivale a un 0.4% de CSA.
La prueba demuestra que el Sonyks con el Magneto-tool de alta frecuencia puede encontrar defectos muy pequeños (1.5 mm o 1/16”). Con esta solución podemos inspeccionar tuberías de hasta 12 metros de longitud para encontrar defectos en soldaduras, bridas, etc.
Las soluciones personalizadas que ofrecemos ayudan a clientes como Interactive Pipe Inspection a llegar realmente lejos, en el proyecto Louis requerían inspeccionar 11,280 metros de tuberías de alcantarillado bajo el lago con un solo acceso en tierra, con el Versatrax logramos tirar 1,200 metros de cable para inspeccionar tuberías de 8 pulgadas. También personalizamos su robot de inspección con el escáner ULS-200 para un perfilado submarino de alta precisión.
Además de la integración de pruebas con ultrasonido y corrientes Eddy el VersaTrax proporcionan una plataforma estable necesaria para integrar sensores y herramientas adicionales con el fin de recopilar de forma confiable y precisa la información necesaria para tomar las mejores decisiones. Cuando se trata de validación de edificios, medición de ovalidad de tuberías e inspección de anomalías, los escáneres láser subacuáticos ofrecen datos precisos del interior de las tuberías y los robots de inspección de Eddyfi Technologies llevan a los clientes a donde necesitan.
Beneficios
Aunque esta tubería fue diseñada como una pieza de prueba para la calibración de tubos ascendentes de perforación, el tamaño y la sensibilidad son aplicables a otros tamaños y materiales como una solución para ser considerada en otros retos de inspección dentro del sector energético, petroquímico e incluso farmacéutico.
Por ejemplo, sería interesante realizar una Inspección por Ondas Guiadas GWT en tuberías de acero inoxidable en las que la corrosión provocada por el ataque de cloruros o microorganismos puede provocar daños muy graves, con el uso de ondas guiadas se puede detectar esto al inspeccionar el componente sección por sección.
Además, la inspección específica de abrazaderas de pernos en forma de U es otra de las áreas de interés destacadas por la industria. El uso de GWT evitaría la necesidad de utilizar radiografías.
Por último, la inspección de las interfaces aire-suelo, donde los primeros centímetros de inspección son críticos para detectar la corrosión, también es un ejemplo de cómo esta técnica puede ser beneficiosa.
Cualquier evaluación de tuberías con diámetro de 40-200 mm sería interesante para Inspección por Ondas Guiadas GWT.
Inspección por Ondas Guiadas (GWT)

Soporte Técnico
Zion NDT
Compartir artículo
Suscríbete y recibe los contenidos de nuestro blog
Recibe acceso de primera fuente a nuestras mejores publicaciones directamente en tu bandeja de entrada