
Control de calidad en la industria de la fundición ¿Cómo se inspecciona?
Encuentra la solución adecuada para la inspección de piezas de fundición
Control de calidad en la industria de la fundición
Las empresas que necesitan piezas fundidas quieren componentes que resistan la prueba del tiempo, incluido el uso frecuente, las condiciones de trabajo y los elementos ambientales que pueden provocar el desgaste de los componentes metálicos de las piezas fundidas.
Cada paso en el proceso de fundición de metales, desde la creación del molde hasta el tratamiento térmico, se debe realizar con cuidado para evitar problemas con la solidez, el acabado de la superficie, las propiedades mecánicas y las dimensiones finales de la fundición terminada.
Sin embargo, incluso las piezas fundidas hechas con diligencia deben someterse a una inspección de control de calidad. Ya que pueden surgir pequeños problemas de forma inesperada, y verse afectados por un defecto oculto. La inspección de piezas fundidas permite que la fundición y los clientes se sientan seguros de que tienen una pieza fundida de calidad.
Ensayos no destructivos END en piezas fundidas
Fiel a su nombre, este tipo de prueba no daña los materiales durante el control de calidad en la industria de la fundición, las pruebas no destructivas son realizadas por trabajadores de fundición, clientes y técnicos de PND para verificar la solidez interna y externa de las piezas.
Es posible que durante los procesos de fundición se generen inclusiones, porosidad, vacíos, nodularidad y grietas en el metal. Estos defectos internos en las piezas fundidas generan indicaciones ultrasónicas que se pueden detectar con un equipo UT y el transductor correcto, además de un inspector capacitado, En Zion NDT nos esforzamos por impartir las capacitaciones de forma que el técnico inspector comprenda la utilidad, las ventajas y el campo de acción de las PND’s ver nuestros cursos de Pruebas No Destructivas.
Las inspecciones no destructivas que se pueden aplicar a las piezas fundidas son:
- VT inspección visual
- PT líquidos penetrantes
- MT partículas magnéticas
- ME medición ultrasónica de espesores
- UT detección ultrasónica de fallas
Cada método idéntica diferentes defectos que son: superficiales, subsuperficiales e internos.
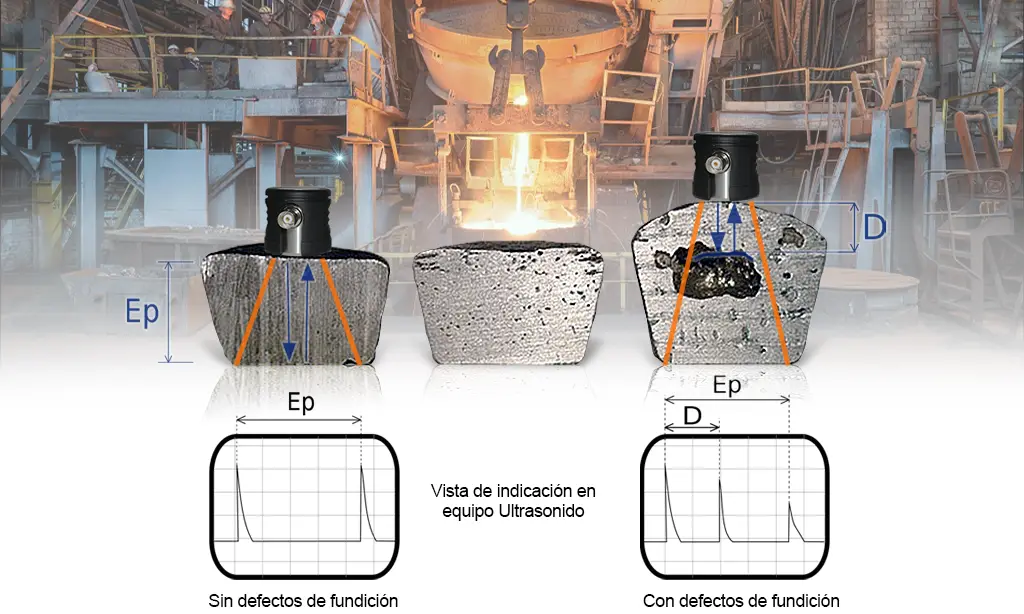
Detección ultrasónica de fallas en piezas fundidas
Esta prueba encuentra defectos y espesores mediante el uso de energía acústica de alta frecuencia transmitida a una pieza de fundición a través de un transductor conectado a un equipo de UT. Las ondas de sonido viajan a través de la pieza hasta que golpean la superficie opuesta, una interfaz o un defecto.
Cualquier barrera refleja las ondas sonoras, que rebotan y registran las reflexiones en pantalla del equipo UT. El patrón de la desviación de energía puede indicar la ubicación y el tamaño de un defecto interno. Esta prueba no destructiva también se puede utilizar para examinar el espesor de la pared y la nodularidad.
Se pueden encontrar fallas extremadamente pequeñas con UT a profundidades muy grandes, lo que permite una gran precisión y confianza al usar este método. Un técnico experimentado incluso puede hacer estimaciones sobre la naturaleza de una aleación observando la forma acústica de un metal desconocido.
Las pruebas ultrasónicas requieren conocimiento y experiencia para la interpretación precisa de los resultados. La pieza debe limpiarse de escamas sueltas y no debe ser demasiado irregular, pequeña o delgada. En la mayoría de los casos, una superficie a examinar con ultrasonido debe estar húmeda y, a menudo, se usa agua: si la superficie se oxida, entonces se puede usar un acoplante con inhibidores de óxido.

Prueba de nodularidad en el control de calidad en la industria de la fundición
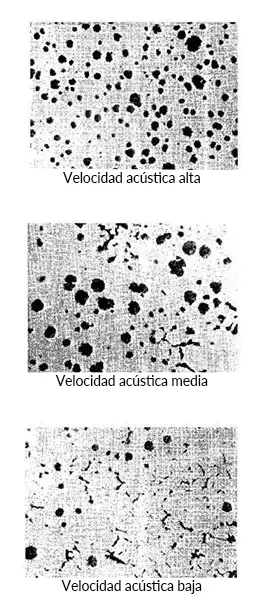
Las pruebas de nodularidad no destructivas pueden llevarse a cabo con cualquier instrumento ultrasónico que pueda medir la velocidad acústica, como los medidores de espesores y detectores de fallas.
El carbono en forma de grafito es usado por lo general como un aditivo en la producción de hierro fundido (o hierro de fundición). Cuando el grafito cambia a escamas delgadas da como resultado el hierro gris, que es duro y frágil. Cuando el grafito toma una forma de nódulo esférico da como resultado el hierro nodular, que es dúctil y maleable.
Si la mezcla no es uniforme o el proceso de fundición presenta otras imperfecciones, la fundición podría sufrir variaciones en la nodularidad o mantener agujeros de hierro gris dentro de una fundición de hierro nodular. Estas variaciones cambiarán significativamente las propiedades mecánicas del metal; por lo tanto, las fundiciones necesitan verificar el hierro nodular para asegurar su homogeneidad.
Inspección con Partículas Magnéticas en piezas fundidas
Se usa para encontrar pequeñas grietas y agujeros superficiales o subsuperficiales poco profundos el control de calidad en la industria de la fundición. Sin embargo, este proceso solo puede usarse en fundiciones hechas de metal ferromagnético que puede crear un campo magnético: metales como el hierro, el cobalto, el níquel y algunas de sus aleaciones. La fundición se magnetiza, generalmente con electroimanes, para comenzar la prueba.
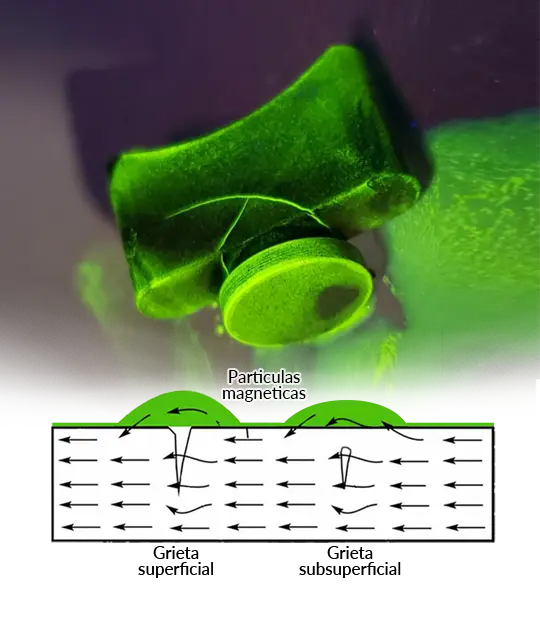
Un campo magnético es más fuerte en el metal que en el aire por eso cuando haya discontinuidades como grietas o agujeros en la superficie o en la subsuperficie cercana de una fundición, el campo magnético inducido se interrumpirá. Las grietas muy profundas a menudo no crearán suficiente distorsión magnética en la superficie para ser encontradas de esta manera.
Para encontrar defectos en la fundición se rocía con partículas magnéticas que contiene pequeñas partículas de óxido de hierro que reaccionan en un campo magnético. Estas partículas rociadas se agruparán cerca de los bordes de las distorsiones, destacando los lugares donde el flujo magnético es bajo. Por lo tanto, el uso de imanes y polvo magnético se puede usar para mostrar interrupciones donde hay más aire que metal, en grietas o sobre agujeros.
Inspección con líquidos penetrantes en piezas fundidas
Encuentra pequeñas grietas, poros u otras imperfecciones superficiales en todo tipo de piezas fundidas de metal que serían difíciles de ver a simple vista.

Lo primero es limpiar la pieza fundida para eliminar cualquier partícula de arena o polvo que pueda evitar que el líquido penetrante entre en las grietas del metal.
Una vez limpia y seca, baña la pieza con liquido penetrante. Los diferentes tipos de PT usan diferentes soluciones, pero generalmente es un aceite de color brillante con alta acción capilar y baja viscosidad, lo que significa que se deslizará libremente por las grietas de la fundición. Este tinte se deja durante un tiempo para que pueda abrirse camino en cualquier grieta invisible.
Después de que ha pasado el tiempo suficiente para permitir que el líquido haga su trabajo, se elimina el exceso de la superficie. Esto generalmente se hace limpiando suavemente con un paño húmedo.
Por ultimo se aplica un liquido revelador especial para que los defectos de fundición se vuelva claramente visibles.
¿necesitas ayuda?
¡Pregunta a un experto!
Inspección visual en piezas fundidas
Este método utiliza el ojo humano para identificar defectos superficiales, grietas, evolución de gas, inclusiones de escoria o arena, errores de funcionamiento, cierres en frío y fallas de moldeo.
También se recomienda el uso de accesorios como lentes de aumento, espejos para “mejorar el ángulo” y lamparas para inspección visual y videoscopios para zonas de difícil acceso.
